
RECOVER LOST REVENUE AND IMPROVE GAS-LIFT PERFORMANCE
Phase Transition Control improves gas-lift compressor operations, reduces tank vapor emissions, increases gas sales revenue, prevents elevation of crude vapor pressure, improves corrosion chemical effectiveness, and reduces paraffin formation.
Phase Transition Control (PTC) accomplishes this by preventing hydrocarbon condensation in the gas-lift compression process, which is caused by over-cooling the gas. PTC maintains temperatures throughout the compression process in the 100% vapor region of the phase diagram, preventing any hydrocarbon condensation.
Phase Transition Control (PTC) accomplishes this by preventing hydrocarbon condensation in the gas-lift compression process, which is caused by over-cooling the gas. PTC maintains temperatures throughout the compression process in the 100% vapor region of the phase diagram, preventing any hydrocarbon condensation.
How does hydrocarbon condensation occur?
Below is a Phase Diagram for a typical liquids-rich gas stream associated with oil production. If temperatures and pressures through the compression process can be kept in the yellow region, all gas will remain in the vapor state. If temperatures and pressures cross into the blue "2 Phase Region", then there will be a mixture of gas and liquids in the compression process.
Below is a Phase Diagram for a typical liquids-rich gas stream associated with oil production. If temperatures and pressures through the compression process can be kept in the yellow region, all gas will remain in the vapor state. If temperatures and pressures cross into the blue "2 Phase Region", then there will be a mixture of gas and liquids in the compression process.
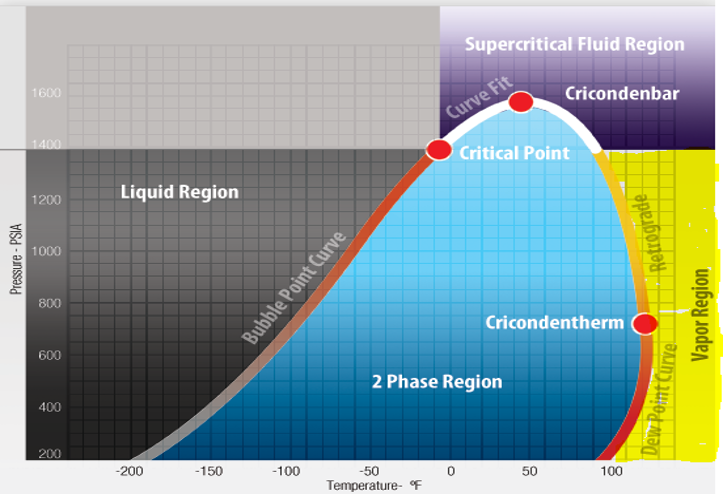
Each stage of compression includes a gas cooler. Propane, butane, pentanes, and hexanes condense in gas coolers when gas temperatures are allowed to fall below (typically) 125 degrees F. These gas liquids must be removed to prevent mechanical failure from trying to compress non-compressible liquids. However, when these liquids are removed using a gas scrubber, they will immediately vaporize in the low pressure dump line. This often results in the line freezing up. The resulting blockage will cause a compressor shutdown.
What causes Hydrocarbon Condensation, and why is it a problem for gas lift compressors pumping liquids-rich gas?
Improper temperature control causes hydrocarbon condensation.
The standard gas compressor package available today was not designed to mitigate the problem of hydrocarbon condensation when compressing liquids-rich gas. By controlling temperatures through the compression process to avoid hydrocarbon condensation, operators can gain a multitude of operational, environmental, and financial benefits.
Improper temperature control causes hydrocarbon condensation.
The standard gas compressor package available today was not designed to mitigate the problem of hydrocarbon condensation when compressing liquids-rich gas. By controlling temperatures through the compression process to avoid hydrocarbon condensation, operators can gain a multitude of operational, environmental, and financial benefits.
How does Phase Transition Control work?
Encline's IoT-enabled PTC device constantly communicates with the compressor control panel. PTC monitors gas temperatures and pressures at every step of the compression process. Using Encline's patent-pending "Heat Pusher" technology, the adiabatic heat of compression from the initial compressor stages is conserved to maintain elevated temperatures throughout the compressor. In the case of engine-driven compressors with a water cooling tube bundle in close proximity to gas cooling tube bundles, additional heat is harvested from the hot engine jacket water. The actual temperature control is provided by controlling the air flow through each cooler section on the compressor, whether electric or engine-driven.
Is there a risk of the gas being excessively hot?
Whenever hot gas is being sent to the inlet of a given stage of compression, the discharge temperature of that cylinder is constantly evaluated for excessive temperature. High discharge temperatures will take priority in the temperature control algorithms. In practice, PTC operation with cylinder inlet temperatures up to 210 degrees F have not adversely impacted compressor operations.
Encline's IoT-enabled PTC device constantly communicates with the compressor control panel. PTC monitors gas temperatures and pressures at every step of the compression process. Using Encline's patent-pending "Heat Pusher" technology, the adiabatic heat of compression from the initial compressor stages is conserved to maintain elevated temperatures throughout the compressor. In the case of engine-driven compressors with a water cooling tube bundle in close proximity to gas cooling tube bundles, additional heat is harvested from the hot engine jacket water. The actual temperature control is provided by controlling the air flow through each cooler section on the compressor, whether electric or engine-driven.
Is there a risk of the gas being excessively hot?
Whenever hot gas is being sent to the inlet of a given stage of compression, the discharge temperature of that cylinder is constantly evaluated for excessive temperature. High discharge temperatures will take priority in the temperature control algorithms. In practice, PTC operation with cylinder inlet temperatures up to 210 degrees F have not adversely impacted compressor operations.
Hydrates are a solid combination of water and liquid hydrocarbon. Hydrates can easily form inside coolers and final discharge piping at temperatures of 70 degrees F, blocking the flow of gas. This causes compressor downtime.
A fog or aerosol mist of condensed hydrocarbon will often flow past scrubber mist extractors, adversely impacting compressor valves that open and close 30 times per second.
A fog or aerosol mist of condensed hydrocarbon will often flow past scrubber mist extractors, adversely impacting compressor valves that open and close 30 times per second.
Does Hydrocarbon Condensation cause other problems besides compressor downtime?
Yes. Lost revenue and environmental impact are two major problems. Safety hazards and wellbore integrity round out the list of problems caused by hydrocarbon condensation.
Yes. Lost revenue and environmental impact are two major problems. Safety hazards and wellbore integrity round out the list of problems caused by hydrocarbon condensation.
- Lost revenue: The revenue loss occurs when the condensed hydrocarbons drop from the high scrubber pressure to the atmospheric pressure of a stock tank. These liquids were in the vapor phase when they entered the compressor, so it is no surprise that a majority of them will re-vaporize (flash). This occurs quickly, and can outpace the ability of a vapor recovery system that is slow to respond to sudden load increases. As a result, most of these vapors end up being burned in the flare. Depending on the gas constituents and cooler outlet temperatures, losses of up to 10% of the compressor output are possible. On a BTU basis, this loss may count for 20% of the BTU stream entering the compressor, as it is the liquids rich components that are condensing.
- Environment: From an environmental aspect, these vapors can be incinerated in a flare to minimize the impact, but preventing the flare event through prevention of hydrocarbon condensation has positive implications to our environment and helps corporations achieve their net zero goals.
- Safety: Most of the components of these vapors are heavier than air. Should a flare fail, an explosive mixture could be created in the proximity of the flare stack when air speeds are low. Condensed hydrocarbons that do not vaporize upon entering the stock tank, and instead mix with the crude oil, can cause problems. In North Dakota, regulating authorities do not allow operators to introduce compressor liquids into oil tanks as it known to elevate the Reid Vapor Pressure of the crude oil. This can cause safety issues when transporting crude oil by rail.
- Methanol: The practice of handling and pumping methanol to mitigate hydrocarbon condensation introduces several risk factors. Operators pump methanol to solve frozen dump lines as well as hydrate plugging issues. Methanol is highly flammable and burns without a visible flame. Also introduces corrosive oxygen directly to your wellbore.
- Wellbore integrity: Long-term methanol injection poses a risk to wellbore integrity, risking the operators massive investment in the well. In NACE 07663 , the authors state that oxygen is more soluble in methanol than in water, containing up to 40 mg per liter of dissolved oxygen. This oxygen will return as iron oxide, courtesy of iron contributed by downhole tubulars. The paper also states that high quantities of methanol may reduce the success of a corrosion inhibitor treatment program.
Are there any benefits to maintaining elevated final gas discharge temperatures?
Yes. Operators have reported substantial success at preventing paraffin deposition in downhole tubulars, with some injecting at temperatures as high as 250 degrees F. In one case study, paraffin-wax formation was prevented by maintaining 122 degree F injection temperatures. The addition of paraffin inhibition chemicals only reduced this temperature to 86 degrees F.
Is there a method to quantify how substantial a hydrocarbon condensation problem may be?
The Ariel Corporation distributes a free compressor design program that will model hydrocarbon condensation, and provide phase diagrams for any gas stream that is input to the program. Determining the amount of condensation is a simply matter of making compressor runs at various ambient temperature scenarios that are reasonable for the compressor location. The phase diagram also predicts hydrate formation temperatures.
Where is the value in Encline's PTC device being IoT enabled?
The PTC device incorporates engineering calculations, rules based decision making, as well as statistics at the device level (termed "edge computing", and provides great value in trouble shooting compressor problems. It also communicates with any SCADA program. Each PTC device hosts a webpage for quick 24/7 monitoring of compressor operation.
Yes. Operators have reported substantial success at preventing paraffin deposition in downhole tubulars, with some injecting at temperatures as high as 250 degrees F. In one case study, paraffin-wax formation was prevented by maintaining 122 degree F injection temperatures. The addition of paraffin inhibition chemicals only reduced this temperature to 86 degrees F.
Is there a method to quantify how substantial a hydrocarbon condensation problem may be?
The Ariel Corporation distributes a free compressor design program that will model hydrocarbon condensation, and provide phase diagrams for any gas stream that is input to the program. Determining the amount of condensation is a simply matter of making compressor runs at various ambient temperature scenarios that are reasonable for the compressor location. The phase diagram also predicts hydrate formation temperatures.
Where is the value in Encline's PTC device being IoT enabled?
The PTC device incorporates engineering calculations, rules based decision making, as well as statistics at the device level (termed "edge computing", and provides great value in trouble shooting compressor problems. It also communicates with any SCADA program. Each PTC device hosts a webpage for quick 24/7 monitoring of compressor operation.